


ИННОВАЦИИ В ТЕХНОЛОГИИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ
СЕМЕРЕНКО Алексей Владимирович, Руководитель отдела средств НК и ТД, специалист III уровня по УЗК, ООО «Панатест», Москва.
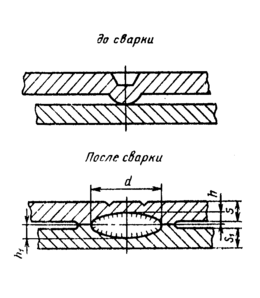
Компания ООО «Панатест» предложила новую технологию по контролю контактной рельефной сварки (рис.1), учитывающую специфику этого вида сварки. Опыт работ в данной области показал малую эффективность применения преобразователей, которые традиционно используются для контроля точечной сварки. Трудности контроля объясняются сложным рельефом контактной поверхности.
|
|
Контроль проводится с помощью ультразвукового дефектоскопа Harfang Prisma UT (рис.2) производства Sonatest, специализированных преобразователей и программного обеспечения.
|
|

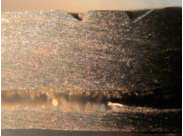
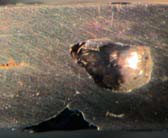
Технология позволяет выявлять непровары, трещины, поры (рис. 3):
|
Рис. 3. Дефекты рельефной сварки а – непровар; б – пора |
Возможен контроль сварки четырех листов (рис.4). Суммарная толщина пакета 4,25 мм, при толщине каждого листа 0,7–1,4 мм.
|
|
